

A jó minőségű ofszetnyomat legfontosabb alapfeltétele az egymással összefutó hengerfelületek egyenletes és súrlódásmentes gördülése, a nyomómű hengerének helyes beállítása, valamint a nyomóforma és a gumikendő - ha erre szükség van - pontos alápakolása. A hengereket ferde fogazatú fogaskerekekkel hajtják.
A kifogástalan legördülés további alapfeltétele a nyomómű hengereinek egyenletes kerületi sebessége. A lemez és gumikendős henger alápakolását az előírásoknak és a helyes átmérőnek megfelelően kell készíteni (amely géptípusonként változó).
Észak-Amerikában a gyűrűn futó gépeket részesítik előnyben, ezzel szemben Európában a változtatható legördülésű mérőgyűrűkkel ellátott nyomóművek terjedtek el. Összehasonlítva a futógyűrűs és mérőgyűrűs rendszereket, az amerikai rendszer egyszerűnek és biztonságosnak tűnik, de valójában merev.
A futógyűrűs gépeken mindig azonos tengelytávolsággal és azonos borításokkal kell dolgozni.
A mérőgyűrűs gépeken a szorítónyomás a nyomathordozó vastagságának és a borítás összetételének megfelelően változtatható. A papírnyúlás a formahenger átmérőjének változtatásával kiegyenlíthető, ezzel szemben az amerikai gépeken ez a lehetőség nincs meg.
A nyomtatási folyamatban a forma- és gumikendős henger, valamint a gumikendős és ellennyomó henger között egy viszonylag csekély mértékű, de pontosan ellenőrzött szorítónyomást kell létrehozni az egzakt festékfilmátadás érdekében. (A szorítónyomás hatására az elasztikus gumikendőben csekély kitüremkedés keletkezik, amely bár szükséges, de a kerületi sebesség kismértékű eltérését okozza.)
A nyomtatási folyamatban részt vevő három henger, a forma-, a gumikendős és az ellennyomó henger fogaskerék hajtású. A fogaskerék osztóköre a fogak fej- és lábrésze között félmagasságban helyezkedik el. Ha a forma- és gumikendős henger borítással együtt mért átmérője közel azonos az osztókör átmérőjével, akkor ideális legördülési viszonyokról beszélhetünk.
Ha a gumikendős henger borítással együtt mért átmérője nagyobb az osztókörénél, akkor az ideális legördülési viszonyok megbomlanak, és pontatlanságok keletkeznek.
A fogaskerekek ebben az esetben is biztosítják az állandó sebességű hajtást, de az osztókörök egymással szemben elhelyezkedő érintkezési pontjai eltolódnak a két henger eltérő nagyságú kerületi sebessége miatt.
Így az érintkezési sávban keletkező dörzsölő hatás a sebességkülönbséget kiegyenlíti. Ha mindkét henger sima, kemény felületű lenne, akkor ez a folyamat deformálódás nélkül bonyolódna le.
Mivel azonban a gumikendő elasztikus tulajdonságú, a sebességkülönbségeket bizonyos határig kiegyenlítik a gumikendőben létrejövő deformációk.
Ha a gumikendős henger átmérője nagyobb, mint az osztókör, akkor a deformáció okozta kitüremkedés az érintkezési sáv előtt, amennyiben a gumikendős henger átmérője kisebb, az érintkezési sáv mögött keletkezik. A súrlódó erőhatások következtében kialakult kerületi irányú feszültségek az elasztikus borításban torzulásokat okoznak.
Az ofszetnyomó gépeken a hengerek egymástól való távolságát, valamint a borításokat a különböző vastagságú nyomathordozók feldolgozásakor változtatni kell. Ha a hengerek tengelytávolságát állítják, a fogazatak érintetlennek kell maradnia.
A fogaskerekeket különleges ferde fogazatúra készítik, amelyek a megváltozott tengely távolságok ellenére is azonos legördülési viszonyokat hoznak létre.
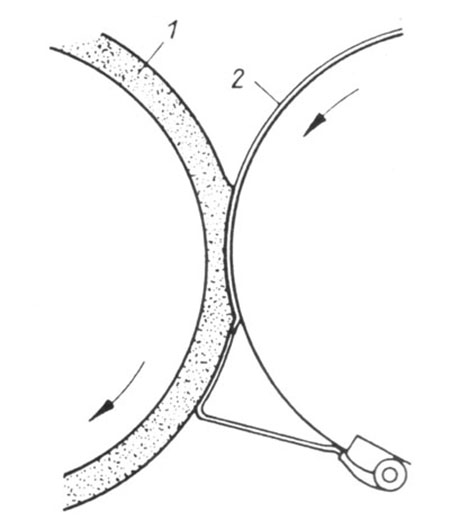
A nyomási sáv kialakulása
1 = gumikendő
2 = ellennyomó henger
Magyar Nyomdász Társaság - Könyvdigitalizálási program
Célunk, hogy a megmentsünk a nyomdaipari szakkönyveket, kiadványokat, újságokat és mindenki számára elérhetővé váljanak. A 21. század technikáit használva a legmodernebb szoftverek segítségével olvashatják az elkészült szakmai anyagokat.
Forrás: Szilágyi Tamás - Ofszetnyomtatás kézikönyve
Megjelent: 1996
Oldalszám: 207 old.
ISBN 963 04 7056 X
A szedés és nyomtatás a Mesterprint Kft (96.0347) munkája






